Oberflächenbehandlung von Metallteilen
Oberflächenbehandlung von Metallteilen
Ein kleiner Exkurs in die Welt der Galvanotechnik
Alte Roller bestehen (zum Glück) fast vollständig aus Metall. Die Einzelteile sind je nach Einsatzzweck fast immer in irgendeiner Weise behandelt - sei es lackiert, verchromt, verzinkt oder poliert. Es soll hier aber nicht um das Lackieren der Karosserie gehen als vielmehr um die unzähligen Anbauteile wie Bremstrommeln, Zierrat, Bolzen, Federn u.s.w.
Bei der Restauration ist es erst einmal wichtig zu wissen, in welchem Zustand ein Teil ursprünglich war, da ja leider die wenigsten Restaurierungsobjekte unangetastet (original) sind, sondern meistens von Vorbesitzern irgendwann schon einmal "verschönert" wurden. Bei italienischen Vespas sind die Bücher der Serie "Vespa Tecnica" eine große Hilfe - hier ist zumindest grob die Oberflächenbeschaffenheit der wichtigsten Teile aufgeführt. Die deutschen Lizenzbauten unterscheiden sind leider teilweise davon und sind noch dazu nicht dokumentiert. Hier heißt es nachforschen - entweder unter Rost- und Farbschichten oder bei nachweislich unrestaurierten Modellen.
Im Anhang findet sich eine Liste mit oldtimerfreundlichen Fachbetrieben, die allerdings noch stark erweiterungsfähig ist... Ich freue mich über jede weitere Empfehlung!
Chrom
Die Anwendung von Chrom bei Fahrzeugen ist (vor allem bei Oldtimern) überwiegend dekorativer Natur. Darüber hinaus bietet die Chromschicht auch Korrosionsschutz und eine höhere Oberflächenhärte. Die übliche "Verchromung" setzt sich aus mehreren Schichten verschiedener Metalle zusammen; beim dekorativen Verchromen ist der Schichtaufbau Kupfer / Nickel / Chrom. Diese "Schichtbauweise" verbessert Haftung und Korrosionsschutz. Das eigentliche Chrom als letzte Schicht ist mit nur ca. 0,5 - 1,0 µm übrigens die dünnste von allen!

Chrom ist teuer, das weiß jeder. Grund hierfür sind einerseits die hohen Prozeßkosten (Strom, Entsorgung der hochgiftigen Elektrolyte); andererseits der hohe Anteil an Handarbeit der für ein perfektes Ergebnis erforderlich ist.
Die Oberfläche der Teile muß vor der Galvanik auf Hochglanz geschliffen und poliert werden, was bei rostigem "Alteisen" natürlich sehr viel Arbeit ist... Eigeninitiative durch persönliches Schleifen lohnt sich kaum da es zum einen der Fachmann sicher besser und schneller kann, zum anderen die Gefahr ein Teil zu ruinieren relativ hoch ist. Gerade bei Teilen mit millimetertiefen Rostnarben sollte man sich ernsthaft Gedanken machen bzw. den Fachmann fragen ob dieses Teil noch zu retten ist. Schlimmstenfalls ist es hinterher papierdünn oder schlicht immer noch nicht glatt - man muß es aber trotzdem zahlen...
Sehr unbeliebt bei Galvanikfirmen sind Teile aus Zink-Druckguß wie die meisten Vespa-Rücklichter aus den 60er-Jahren (siehe Bild!). Unter der Oberfläche verbergen sich oft Lunker (Hohlräume) die eine Bearbeitung erschweren; außerdem entwickelt dieses chemisch sehr unedle Material starke Ausgasungen die den ganzen Fertigungsprozeß beeinträchtigen können. Hier hilft oft nur die Suche nach einem besser erhaltenen Teil!
Überhaupt stellt sich öfters das Problem daß Galvanikbetriebe Oldtimerteile ablehnen: Gerade Firmen die einem zwar gerne z.B. 10000 Wasserhähne verchromen haben kein Interesse an einem Großauftrag über einen Lampenring oder ähnliches. Hier sollte man sich einen kleinen Familienbetrieb suchen der für die Problemchen von Hobbyschrauber normalerweise mehr Geduld aufbringt.
Zink
Zink ist die am weitesten verbreitete Methode Stahlteile vor Korrosion zu schützen. Die Schutzwirkung wird dadurch erreicht daß sich das Zink als der chemisch unedlere Reaktionspartner in einem Oxidationsprozeß zersetzt und so das Eisen "verschont" bleibt. Man spricht hier auch von einer sogenannten "Opferschicht". Die Zinkschicht wird auf der Bauteiloberfläche wie beim Verchromen in einer Gleichspannungselektrolyse galvanisch erzeugt.
Der Rostschutz einer verzinkten Oberfläche ist allerdings nur gewährleistet wenn diese an keiner Stelle verletzt ist, d.h. das Teil muß wirklich lückenlos galvanisiert werden.
Hier können wir mit Eigeninitiative das Ergebnis verbessern und gleichzeitig Geld sparen indem wir die Einzelteile vor der Behandlung selbst sandstrahlen oder schleifen. Da die Oberfläche im Gegensatz zum Verchromen ohnehin matt wird sind auch die Anforderungen an die Vorbehandlung deutlich geringer.

Einen noch besseren Korrosionsschutz erhalten verzinkte Teile übrigens wenn sie nach dem Verzinken zusätzlich chromatiert werden. Die Teile ändern dadurch aber auch ihre Farbe: Die typische leichte Goldfärbung mit einem "regenbogenähnlichen" Schimmer hat sicher jeder schon mal irgendwo gesehen. Bei einem toprestaurierten 50er-Jahre-Roller ist die Anwendung an sichtbaren Teilen aus optischen Gründen natürlich nicht unbedenklich. Hier muß jeder selbst entscheiden wie weit man Abstriche bei der originalen Optik macht um die Haltbarkeit der Teile zu verbessern...
Der Preis für das Verzinken geht übrigens nach Gewicht; als Anhaltspunkt kann man vielleicht die Teile auf dem Bild nehmen, die für etwa 100DM wieder in Neuzustand versetzt wurden.
Fazit: Zwar nicht unbedingt spottbillig; der Preis ist aber gerechtfertigt da in der Fertigung mit großen Mengen Cyankali, Chromsäure und ähnlichen Mittelchen hantiert wird was natürlich eine entsprechen teure Entsorgung erfordert. Für eine kompromißlose Restaurierung mit originaler Optik wird man sowieso nicht darum herum kommen - außerdem ist Rost erstmal kein Thema mehr!
Phosphat
Im modernen Fahrzeugbau spielt das Phosphatieren von Stahl (Blech-) Teilen ein wichtige Rolle zur Verbesserung der Haftfähigkeit von Lacken. Die Rostanfälligkeit der Teile wird ebenfalls reduziert.
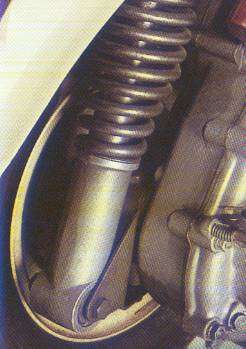
Eine weitere Eigenschaft der Phosphatschicht ist die Tatsache, daß sie Schmiermittel wie Öl aufnimmt und sich dadurch zur Reduzierung der Reibkräfte bei der Umformung von Metallteilen eignet. Ein Anwendungsbeispiel ist bei alten Vespas die hintere Feder im Fahrwerk und ihr Befestigungsblech. Diese Teile haben normal eine dunkelgraue Färbung.
Der Nachteil ist daß die Phosphatschicht nicht beliebig haltbar ist und sich auch der eingelagerte Schmierstoff mit der Zeit "auswäscht", sodaß die Teile irgendwann anfangen zu rosten (siehe Vespa-Feder!)
Hier steht man bei einer Restaurierung vor der Entscheidung ob man das eigentlich ab Werk nicht optimale Verfahren nur der Originalität willen erneut anwendet.
Ich habe für mich persönlich entschieden dies nicht zu tun, die Teile verzinken zu lassen und für immer Ruhe zu haben... Abgesehen davon sieht man sowas nur wenn man unter den Roller kriecht!
Cadmium
Waren bisher alle erwähnten Fertigungsverfahren nicht gerade ungiftig und umweltfreundlich kommt hier der "Zenith"... Es ist ähnlich wie mit dem Asbest: Die technisch idealen Materialien vertragen sich oft nicht mit ihren Anwendern! Cadmium wurde bis vor einiger Zeit exzessiv im Fahrzeugbau als die ultimative Waffe gegen Rost eingesetzt; vor allem bei Schraubverbindungen die der Witterung ausgesetzt waren und bei denen es auf eine gute Lösbarkeit ankam. Aufgrund von Recyclingproblemen und Umweltschutz wird in kürze Cadmium (und Blei!) zu 100% aus dem Fahrzeugbau verbannt, lediglich im Off-Shore-Bereich ist es noch toleriert.
Da unsere Oldtimer im Normalfall weniger beansprucht werden als z.B. eine Bohrinsel kann man meiner Meinung nach sehr gut damit leben Fahrwerksschrauben und ähnliches der Umwelt zuliebe ganz normal verzinken zu lassen. Abgesehen davon werden auch die Betriebe die diese Arbeiten ausführen immer weniger. Man kann es wirklich weit treiben mit der Originalität - aber auf die Idee asbesthaltige Bremsbeläge zu verwenden weil es ab Werk so war würde schließlich auch keiner kommen...
Oldtimerfreundliche Galvanikbetriebe:
Frühschütz GmbH
Badstr. 5
81379 München
Tel.: 089 / 7231730
Chrom & Glanz
Georg Klotz
Fixheiderstr. 10
51381 Leverkusen
Tel.: 02172 / 5809494
info@chrom-glanz.de
Ich freue mich über weitere Empfehlungen von Firmen; also: mailt mir!